
By Admin · Jun 25, 2026
In recent years, sachet packaging has become increasingly popular across the pharmaceutical and nutraceutical sectors. Healthcare providers and consumers prefer sachets because they offer convenience, accurate dosing, and better product protection. As demand for unit-dose formulations continues to grow, sachet packaging has become an important format for a wide range of pharmaceutical products.
For pharmaceutical brands looking to expand their portfolio without massive capital investments, setting up a dedicated sachet packaging line is rarely practical. The machinery requires heavy capital, specialized compliance zones, and constant technical oversight. For this reason, many pharmaceutical companies choose to work with specialized pharma sachet manufacturers in India that already have the required infrastructure, quality systems, and production capabilities in place.
Partnering with an experienced sachet manufacturing company can help pharmaceutical brands scale production, maintain quality standards, and ensure a reliable supply of market-ready formulations. Below are some of the key benefits of outsourcing sachet manufacturing to an experienced partner.
At Servochem Pharma, we have seen growing demand for sachet-based formulations across pharmaceutical and nutraceutical segments. Many brands prefer sachet packaging because it offers accurate dosing, better product protection, and greater convenience for end users. It is particularly suitable for formulations that require protection from moisture and environmental exposure during storage and transportation.
A sachet is a small, sealed pouch typically containing single-dose powders, granules, liquid concentrates, or effervescent formulations. From oral rehydration salts (ORS) to advanced health supplements like Cholecalciferol (Vitamin D3), sachets have become the preferred delivery format for modern healthcare.
One of the key reasons for the growing popularity of sachet packaging is its ability to protect products from environmental exposure. Traditional multi-dose containers can expose formulations to air and moisture each time they are opened, which may affect product stability over time. Sachets help minimize this risk by sealing each dose individually, helping maintain product quality until the point of use. This is particularly beneficial in regions with hot and humid climatic conditions.
Setting up an in-house manufacturing unit requires real estate, specialized automated machinery, humidity-controlled HVAC systems, and a skilled engineering team. When you collaborate with pharma sachet manufacturers in India, you instantly convert these massive fixed capital expenses into manageable variable costs. You only pay for the exact volume you order, freeing up valuable financial resources to invest in marketing, field force expansion, and core business development.
Many growing pharmaceutical companies use third-party manufacturing to avoid the operational burden of maintaining dedicated production facilities while still ensuring consistent product availability.
Pharmaceutical manufacturing leaves zero room for error. Top-tier contract manufacturing partners operate within dedicated ISO-certified and GMP-compliant zones.
• Dosage Accuracy: Automated filling lines ensure that every single sachet contains the precise milligram count of the active formulation.
• Controlled Environments: Production takes place under strictly monitored temperature and humidity levels, preventing granules or powders from absorbing moisture during the sealing process.
• Batch Traceability: Every production run undergoes strict quality checks, complete with detailed documentation for seamless regulatory compliance.
The pharmaceutical market moves fast. If a competitor launches a trending formulation, a long development cycle means losing your market share before you even print your first box. Experienced contract manufacturers have ready-to-use production templates, validated cleaning protocols, and established raw material supply chains. Because manufacturing infrastructure and quality systems are already established, pharmaceutical companies can often reduce product launch timelines compared to setting up production internally.
Sachet packaging relies on multi-layer laminate foils that act as an absolute barrier against light, oxygen, and ambient moisture. Professional manufacturing partners use high-speed Form-Fill-Seal (FFS) technology. This process automatically shapes the pouch, fills the formulation, and seals it under nitrogen flushing where necessary. This helps maintain product quality throughout storage and transportation while supporting longer shelf-life requirements.
Apart from manufacturing and cost advantages, sachet packaging can also improve product accessibility and consumer convenience. Some of its key benefits include:
- Single-Dose Accuracy: Eliminates measuring errors for the ultimate consumer.
- Highly Portable: Fits seamlessly into a pocket, laptop bag, or travel kit.
- Economical Sampling: Ideal for low-cost doctor samples and initial market entry trials.
In the Indian pharmaceutical market, affordability drives volume. Multi-dose packaging often carries a high retail price tag, which can deter budget-conscious consumers. Sachets allow brands to offer premium health formulations at highly accessible, single-unit price points. This unit-dose pricing structure is exceptionally effective for expanding your distribution network into tier-2, tier-3 cities, and rural markets.
This is one of the reasons why many brands work with pharma sachet manufacturers in India when expanding into new regional markets.
To maximize these benefits, you need to look beyond just the lowest per-unit quote. A reliable third-party partner must demonstrate specific operational strengths:
• Infrastructure Capability: Ensure they possess high-speed automated machinery that can comfortably handle your peak seasonal demands without production delays.
• Material Expertise: The manufacturer must understand laminate compatibility, ensuring the foil structure does not react with your specific formulation.
• Location Advantages: Manufacturers located in established pharmaceutical manufacturing regions often provide logistical advantages, better supplier networks, and efficient nationwide distribution support.
Q: Which types of pharma formulations are best suited for sachet packaging?
Sachets are ideal for unit-dose powders, effervescent granules, nutritional supplements like L-Arginine or Vitamin D3, oral rehydration salts, and liquid oral suspensions. Any formulation that requires protection from moisture or demands exact dosage control is a great candidate for this format.
Q: How do contract manufacturers prevent cross-contamination during sachet filling?
Reputable contract manufacturers follow strict GMP guidelines. This includes operating separate air handling units (AHUs) for different production bays, executing fully validated chemical cleaning protocols between batches, and using enclosed, automated feeding systems to keep the product isolated from human contact.
Q: Why should a brand choose a third-party manufacturer over setting up an in-house line?
Outsourcing eliminates the need for heavy capital expenditure on machinery, facility maintenance, and specialized labor. It allows a pharmaceutical company to remain lean, adapt quickly to changing market demands, and scale production volumes up or down without carrying overhead losses.
Q: Do sachet products maintain the same stability as blister packs?
Yes, and in many cases, they perform even better. The multi-layered aluminum foil laminate used in high-quality sachets offers excellent barrier properties against moisture, light, and ambient air, ensuring the active pharmaceutical ingredients remain highly stable throughout their shelf life.
Q: Can custom dimensions and print designs be developed for pharma sachets?
Absolutely. Professional manufacturing partners offer flexible tooling options to produce various sachet sizes, ranging from small 1-gram pouches to larger 30-gram packs. They also collaborate with specialized printers to ensure all regulatory text, ingredient tables, and branding graphics are crisp, legible, and compliant with labeling laws.
Q: What is the typical turnaround time for a contract manufacturing batch?
The timeline depends heavily on raw material availability and specific formulation complexity. Generally, once the initial formulation trials and packaging designs are finalized and approved, a commercial production run takes anywhere from 3 to 5 weeks to be fully processed, quality-tested, and ready for dispatch.
Q: Is a medical disclaimer necessary on retail sachet artwork?
Yes. According to pharmaceutical regulations and labeling guidelines, retail packaging must carry appropriate warnings, manufacturing licenses, batch details, and explicit usage directions. This transparency protects consumer health and aligns with legal standards.
Q: Why are pharma sachet manufacturers in India preferred by pharmaceutical companies?
Pharma sachet manufacturers in India offer cost-effective production, GMP-compliant facilities, scalable manufacturing capacity, and access to experienced technical teams. This enables pharmaceutical companies to launch and expand products without significant capital investment.
As a pharmaceutical manufacturing company, Servochem Pharma understands the operational and quality requirements involved in sachet production. From formulation handling to packaging and quality control, maintaining compliance and consistency remains essential throughout the manufacturing process.
This article is prepared strictly for informational and B2B educational purposes. It does not constitute commercial legal advice or formal medical recommendations. Pharmaceutical brands must consult registered regulatory authorities and compliance experts before finalizing manufacturing agreements or launching retail medical products.
 The Essential Guide to Partnering with Tablet and Capsule Manufacturers in India
The Essential Guide to Partnering with Tablet and Capsule Manufacturers in India
 How to Choose a Third-Party Pharma Manufacturing Partner in India
How to Choose a Third-Party Pharma Manufacturing Partner in India
 How Tablet and Capsule Manufacturing Companies Ensure Dosage Accuracy
How Tablet and Capsule Manufacturing Companies Ensure Dosage Accuracy
 Quality Control Systems Used in Tablet and Capsule Production
Quality Control Systems Used in Tablet and Capsule Production
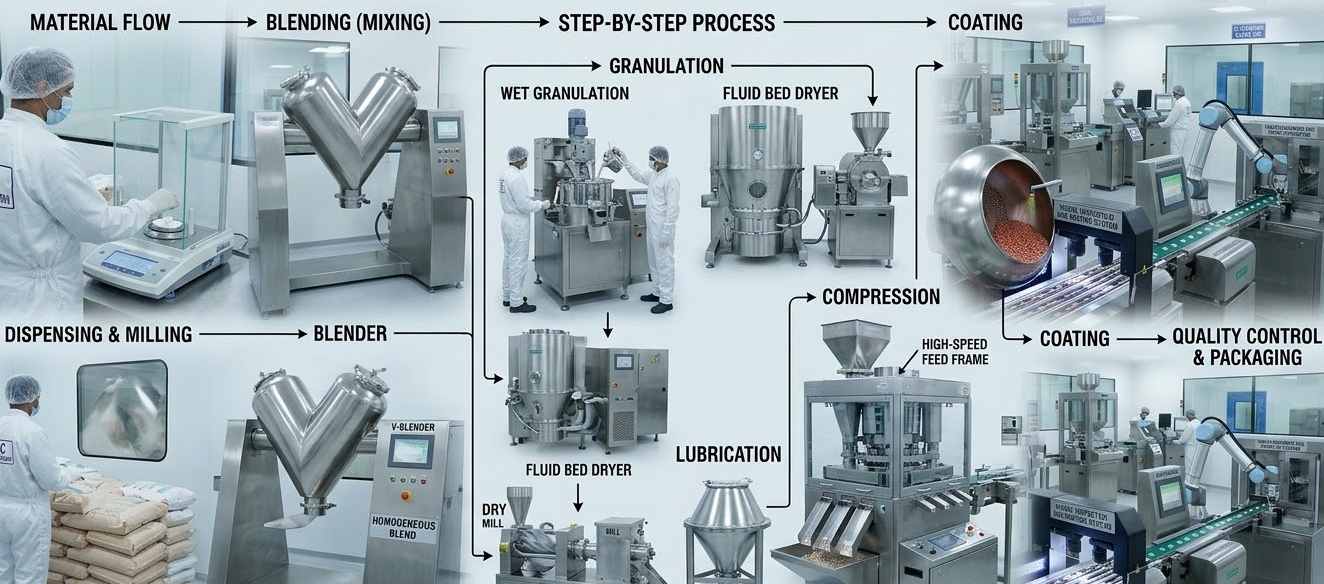 The Process of Tablet Manufacturing: Step-by-Step Explained
The Process of Tablet Manufacturing: Step-by-Step Explained